PRODUCT
Lithium Battery Cylindrical Pouch Prismatic Cell Formation Line
Formation and capacity grading are two consecutive core processes after electrolyte injection and sealing of battery cells. Formation activates cells and forms passivation film; capacity grading performs inspection, sorting and matching, mandatory procedures for both PACK factories and cell manufacturers.
Lithium Battery Formation & Capacity Grading
Formation and capacity grading are two consecutive core processes after electrolyte injection and sealing of battery cells. Formation activates cells and forms passivation film; capacity grading performs inspection, sorting and matching, mandatory procedures for both PACK factories and cell manufacturers.
1. Formation
1.1 Core Purposes
1. Form a uniform, dense SEI (Solid Electrolyte Interphase) passivation film on the anode surface to block continuous electrolyte decomposition;
2. Complete the first lithium intercalation and activation of cathode and anode active materials;
3. Exhaust gases (hydrogen, carbon dioxide, etc.) generated during initial charging to avoid swelling and bulging;
4. Stabilize cell internal resistance and voltage plateau.
1.2 Standard Procedures (Pouch / Prismatic Aluminum Shell Cells)
1. Open-pocket Pre-formation
Low current rate (0.02C~0.1C) low-voltage pre-charging; massive gas generation, followed by gas extraction, exhaust and final sealing.
2. Main Formation Charging
Multi-stage CC (Constant Current) → CV (Constant Voltage) charging to full-charge voltage
· LFP (Lithium Iron Phosphate): 3.65 V
· NCM Ternary: 4.2 V
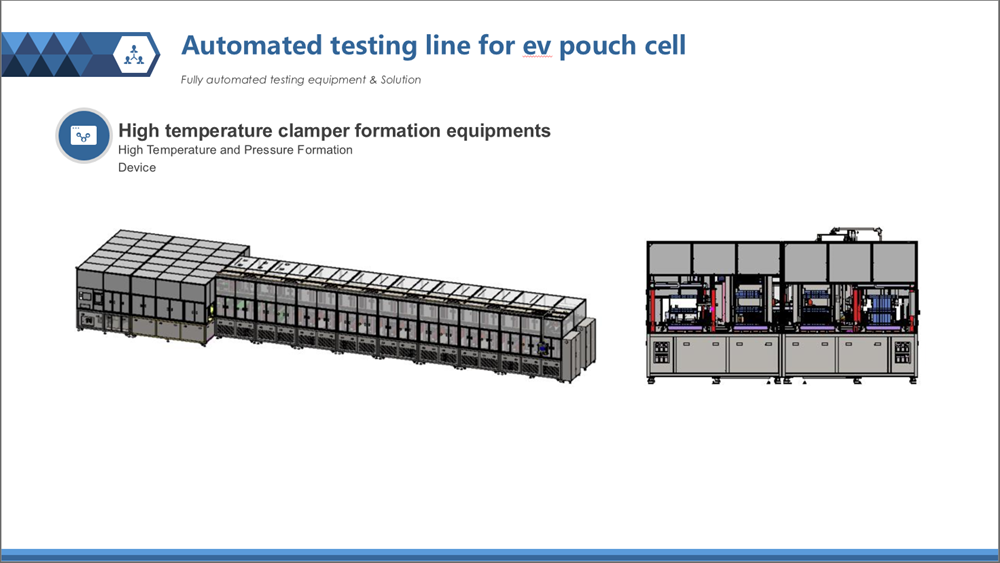
3. High-Temperature Aging
Storage at 45~60°C for 12~48 hours to allow self-repair and densification of SEI film, greatly reducing subsequent self-discharge.
4. Shallow discharge to transition to capacity grading.
Key Risk Factors
· Excessive charging current: cracked SEI film, lithium plating, high internal resistance, poor cycle life;
· Over-high temperature: excessive electrolyte decomposition, cell bulging, enlarged irreversible capacity loss;
· Insufficient clamping pressure (pouch cells): electrode layer separation, uneven SEI thickness.
2. Capacity Grading
Conducted after qualified formation for capacity calibration and performance screening, equivalent to a full physical examination for cells.
2.1 Core Purposes
1. Precisely measure the actual cell capacity and calculate initial coulombic efficiency;
2. Collect internal resistance and static voltage under full / half / empty state, voltage drop data;
3. Reject defective units: micro-short circuit, severe self-discharge, insufficient capacity, abnormal internal resistance;
4. Sort cells by capacity, internal resistance and voltage difference, and match cells of identical grade for PACK assembly.
2.2 Standard Charge-Discharge Cycle for Grading
1. CC-CV full charging to upper limit voltage;
2. Rest and voltage stabilization;
3. Constant-current discharge to cut-off voltage (2.5 V for LFP, 2.75 V for NCM), recorded discharge capacity = rated actual cell capacity;
4. Re-test for 1~3 cycles to obtain stable values;
5. Static storage at ambient temperature to measure voltage drop and judge self-discharge level.
Example Grading Standards
· Grade A: Rated capacity met, minor internal resistance fluctuation, tiny 24-hour voltage drop;
· Grade B: Slightly low capacity / elevated internal resistance, applied to low-speed energy storage, backup power supplies;
· Scrap: Capacity below 80% of nominal value, micro-short circuit, excessive voltage drop, swelling or bulging.
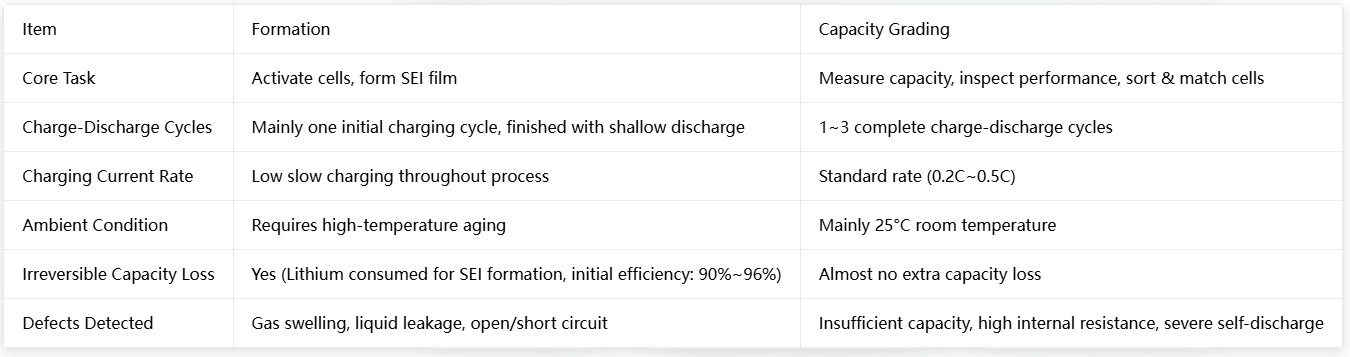
3. Comparison: Formation vs Capacity Grading
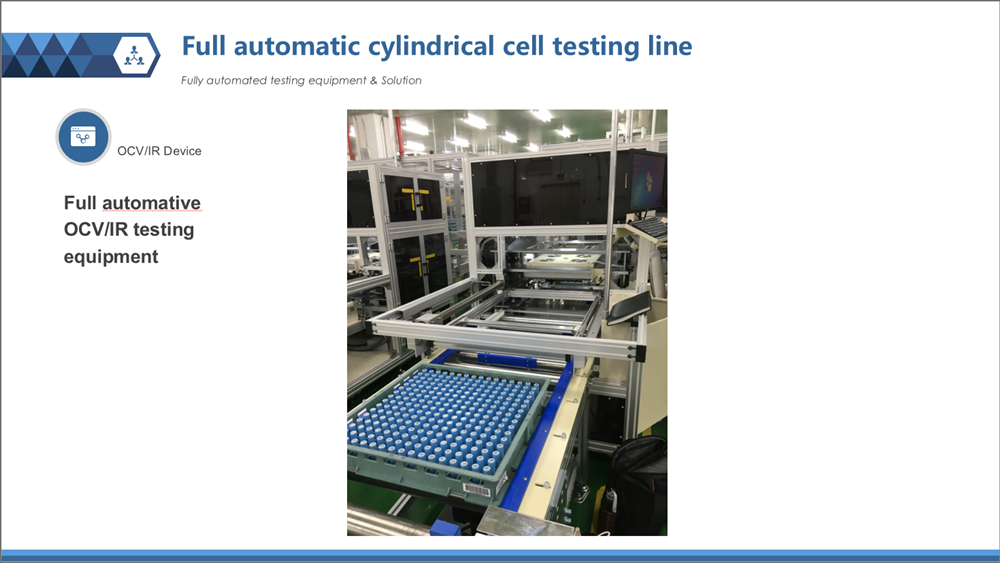
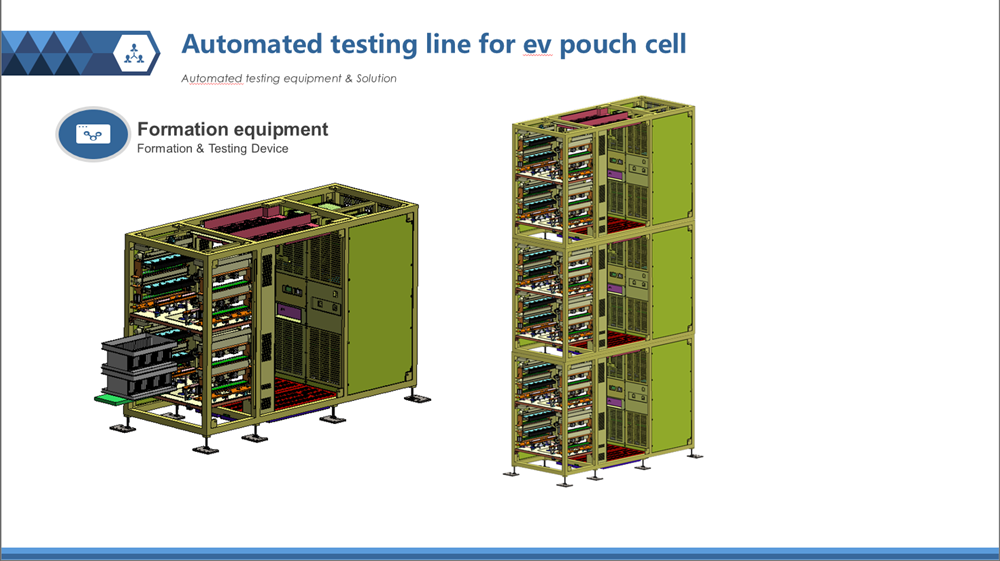
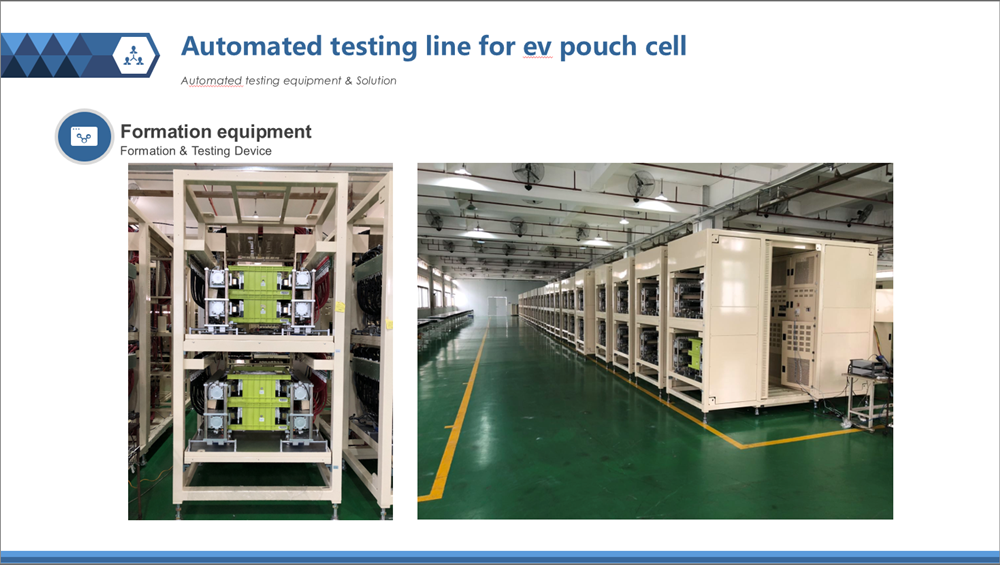
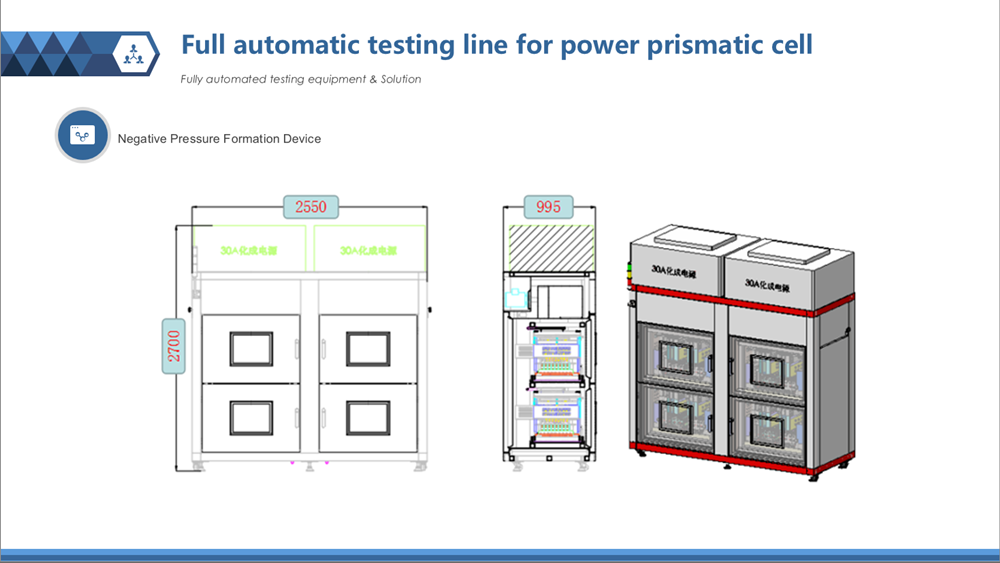
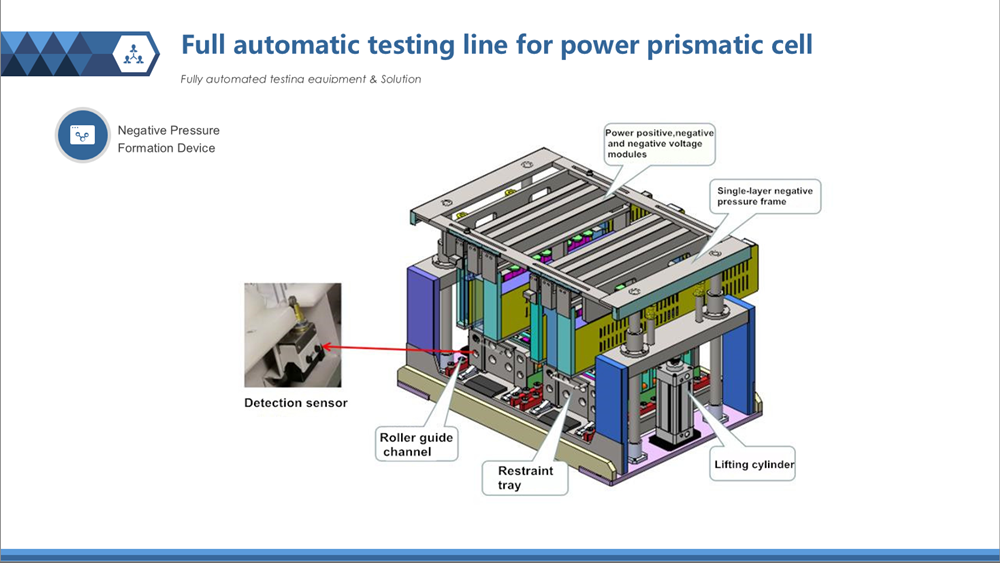
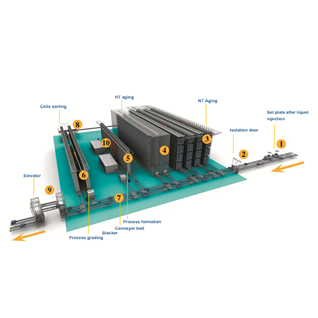
4. Full Set of Production Line Equipment for Formation & Grading
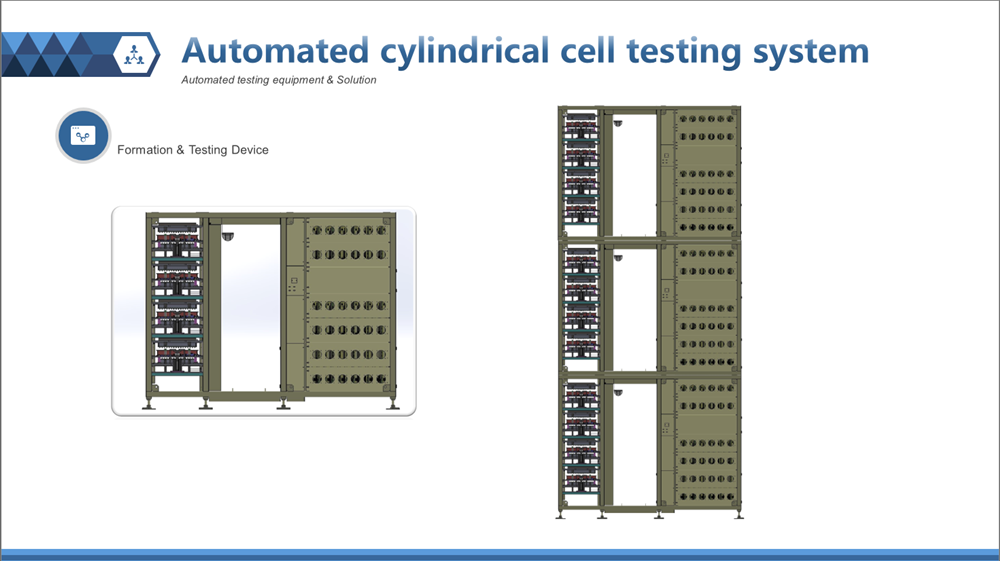
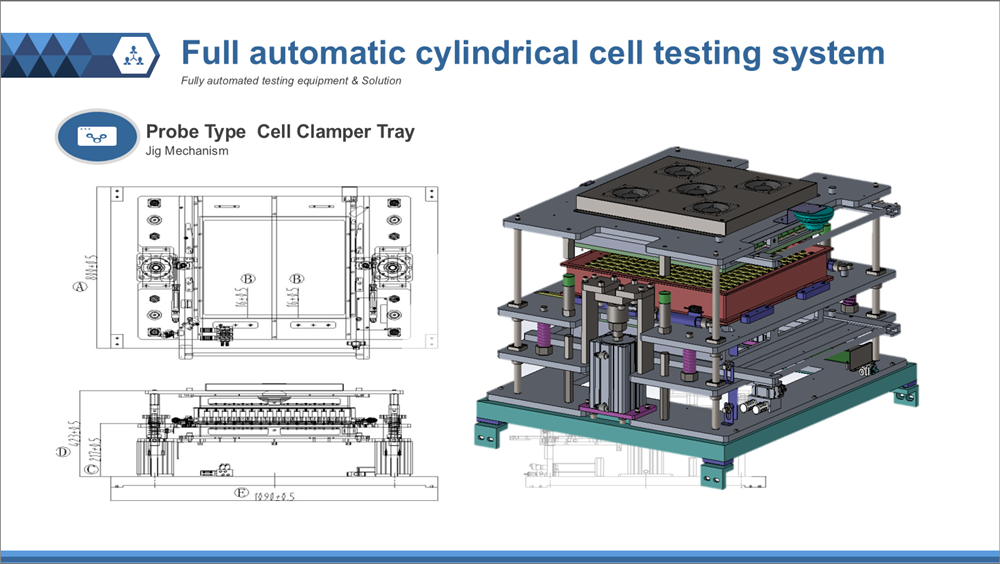
1. Formation machine: Equipped with high-temperature oven, clamping fixtures, multi-channel charge-discharge power supply;
2. Vacuum sealing machine (for pouch cells only);
3. Capacity grading cabinet: High-precision multi-channel charge-discharge test equipment;
4. OCV resting cabinet: Measure static voltage drop to screen high self-discharge cells;
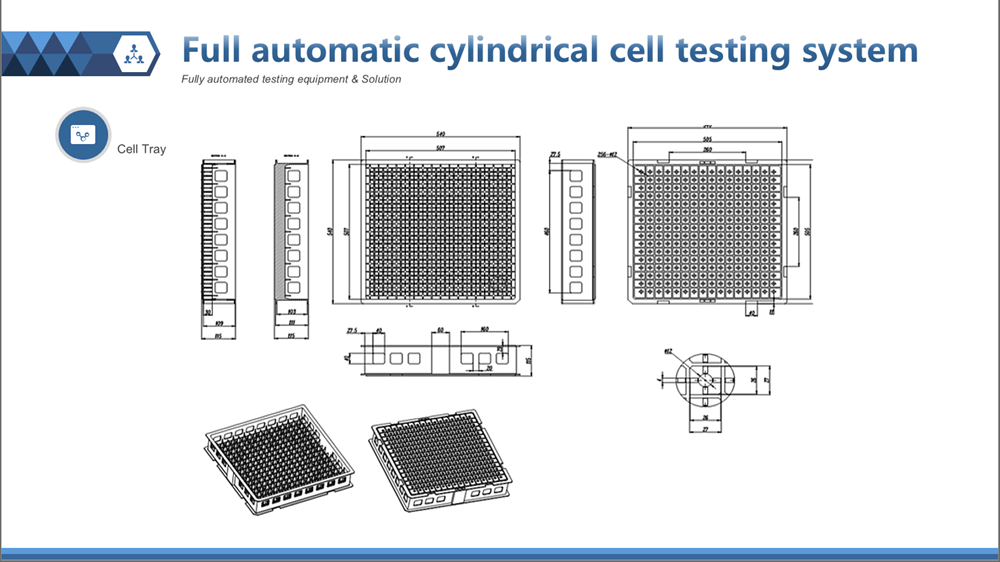
5. Scanning code automatic sorting pipeline for graded cell tray loading.
5. Simplified Process Reference by Application
1. High-capacity power cells (energy storage / EV): Slow formation + long-period high-temperature aging + two-cycle grading;
2. Small consumer cells (power banks, digital devices): Simplified pre-formation, shortened aging time, single-cycle grading acceptable.